.jpg)
حالت های خرابی چرخ دنده ها بخش اول- پیتینگ (Pitting)
مقدمه:
وظیفه گیربکس های صنعتی انتقال مطمئن گشتاور و حرکت از محرکه اصلی به قطعه متحرک می باشد به شرطی که صدا، ارتعاش و دما در مجموعه در حد قابل قبولی باشد. زمانی که یکی از مشخصه های عملکرد سیستم از حد مجاز فراتر رود لازم است علت ریشه ای مسئله تعیین و اقدامات اصلاحی و پیشگیرانه آن انجام گیرد. در سیستم های انتقال توان چرخ دنده ایی بخش های اصلی سیستم که در معرض خرابی می باشد شامل چرخ دنده ها، شفت ها، بلبرینگ ها و کاسه نمد ها می باشد. هدف این مقاله بررسی حالت ها و علت های خرابی چرخ دنده ها می باشد.
برای مجموعه هایی که به صورت صحیح طراحی و ساخته شده اند شکست و خرابی های غیر طبیعی در نتیجه استفاده، نصب و تعمیرات غلط می تواند باشد.
حالت های خرابی چرخ دنده ها:
فرسودگی و خرابی چرخ دنده ها را میتوان در چهار گروه کلی طبقه بندی کرد:
- خستگی سطحی (پیتینگ یا حفره زایی)
- سایش
- تغییر شکل پلاستیکی
- شکست
ظاهر حالتهای خرابی فوق الذکر میتواند در چرخ دنده تماماً آبکاری شده با چرخ دنده سختکاری سطحی شده فرق نماید. در این مجال مثالهایی از انواع خرابی در هر دو نوع چرخ دنده نشان داده شده و بررسی خواهد شد.
خستگی سطحی:
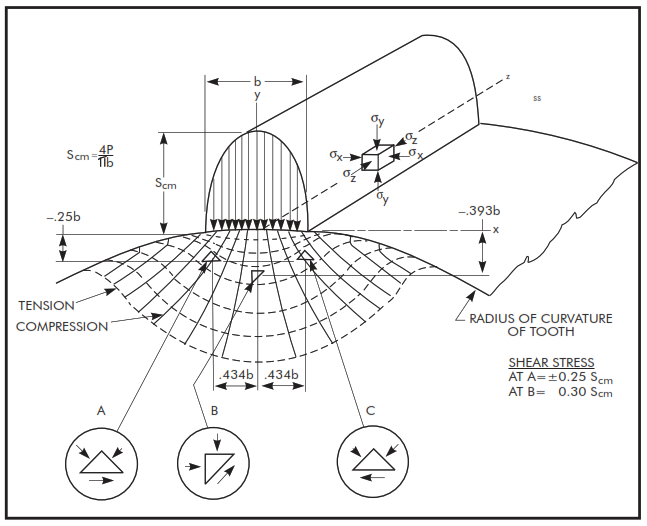
زمانی که تنش های سطحی و زیر سطحی مواد به صورت مکرر از حد نهایی قابل تحمل خود فراتر رود خستگی سطحی رخ خواهد داد. شکل 1-1 تنش های تماسی تئوری هنگام درگیری یک جفت پینیون و دنده را نشان می دهد. این شکل تنش های سطحی فشاری تک جهته و تنش های زیر سطحی دوطرفه را به خوبی نمایش می دهد.
پیتینگ:
پیتینگ حالتی از خستگی سطحی می باشد که می تواند در اندک زمانی بعد از شروع درگیری چرخ دنده ها ایجاد شود و می تواند یکی از 3 حالت زیر باشد:
- پیتینگ اولیه یا اصلاحی(Primary or Corrective Pitting)
- پیتینگ مخرب (Destructive Pitting)
- پیتینگ نرمال
پیتینگ اولیه یا اصلاحی:
پیتینگ اولیه در نواحی پر تنش موضعی منتجه از نایکنواختی (پستی و بلندی) سطح دنده های درگیر ایجاد می شود.
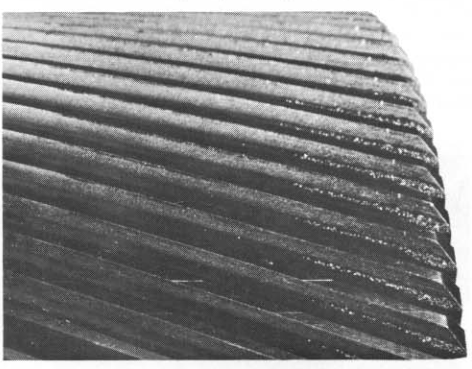
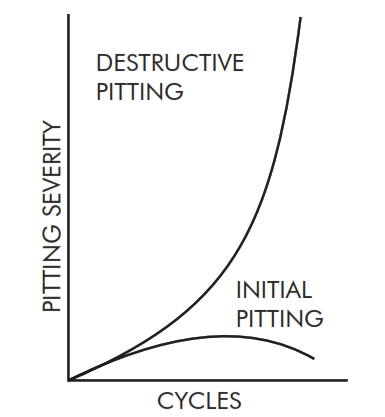
این نوع از پیتینگ در بازه کوتاهی از زمان رشد کرده و به حد نهایی خود می رسد و سپس بعد از آن با حساسیت خیلی کمی ادامه می یابد (شکل 2-1). پیتینگ اولیه معمولاً در ناحیه باریکی در خط دایره گام دیده می شود ( شکل 3-1). این خرابی در چرخ دنده های تماماً سختکاری شونده بیشتر از دنده های سختکاری سطحی شونده دیده می شود.
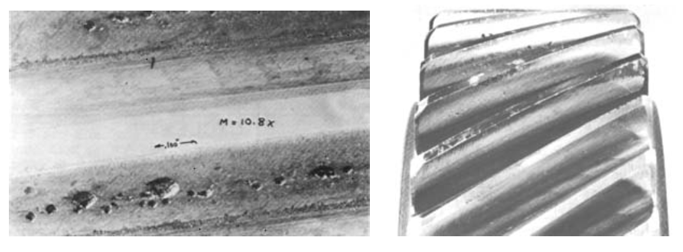

در شکل 2-1 یک حفره متداول در پیتینگ نشان داده شده است. پیتینگ اولیه در نتیجه درگیری نامناسب سطوح دنده با یکدیگر ایجاد می شود که علاوه بر خطاهای پروفیل و ناهمواری های سطحی، مونتاژ غلط گیربکس هم میتواند عامل این نوع پیتینگ باشد. در شکل 4-1 نمونه ای از پیتینگ اولیه ناشی از عدم توازی محورها نشان داده شده است.
برای اجتناب از این نوع پیتینگ لازم است تا سطوح درگیر در دنده ها کاملاً هموار بوده تا نیرو ها به صورت یکنواخت در سطح دنده توزیع شود. تا اندازه ای هم میتوان با اصلاح پروفیل و نرم کردن درگیری دنده ها و کاهش نیروهای دینامیکی این نوع تخریب را کاهش داد. در بعضی از دنده ها این نوع پیتینگ غیر قابل اجتناب در نظر گرفته شده و اقدامات اصلاحی خاصی انجام نمی دهند ولی در بعضی از کاربردهای خاص هم جهت جلوگیری از آن می توان دنده ها را پوششی از نقره یا مس داد.
پیتینگ مخرب:
از سوی دیگر پیتینگ مخرب یا پیشرونده معمولاً زیر خط دایره گام و در بخش ددندوم دندانه ایجاد شده و به سرعت از نقطه نظر تعداد و اندازه گسترش خواهد یافت. حساسیت پیتینگ مخرب در ابتدای کار مشابه پیتینگ اولیه بوده ولی با گذشت زمان و گسترش سریع حساسیت زا خواهد بود. (شکل 5-1).
در شکل 6-1 نمونه ای از پیتینگ مخرب در دنده های تماماً سختکاری شونده و در شکل7-1 در دنده های سختکاری سطحی شونده نشان داده شده است.
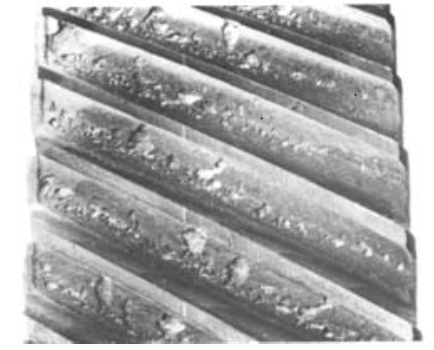

این نوع پیتینگ در نتیجه وجود نیروهای بیش از حد در دنده بوده که در پیتینگ اولیه متوقف نشده است. اگر سختی سطحی دنده در اندازه قابل قبول و لازم بوده عامل اصلی ایجاد این نوع پیتینگ نیروی بیش از حد در پروفیل دنده می باشد.
وجود تعداد زیادی حفره ریز در پروفیل دنده و به همراه تعداد اندکی حفره بزرگ به تنهایی نشان از مخرب بودن پیتینگ نمی باشد و احتمال پیتینگ اولیه و اصلاحی هنوز وجود دارد.
پیتینگ مخرب عموماً در ناحیه ددندوم دنده شروع شده و به سرعت در اکثر پروفیل دنده گسترده شده و باعث ایجاد صدا در دنده و عملکرد خشن دنده خواهد شد.
پیتینگ مخرب را میتوان با کاهش نیروهای کاری دنده و افزایش سختی دنده ها کاهش داد. گاهاً هم می توان با افزایش نسبی سختی دنده پینیون نسبت به دنده این پیتینگ را کنترل کرد.
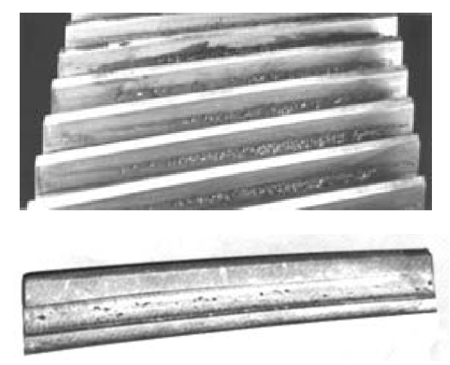
پیتینگ نرمال:
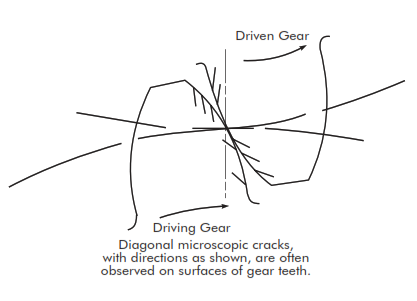
پیتینگ نرمال یا پیتینگ ددندوم زمانی که نیروهای اعمال شده در حد نهایی نیروهای سطحی قابل تحمل بوده ایجاد می شود( شکل 8-1). ناحیه پای دندانه به علت ماهیت جهت ریزترک های ایجاد شده مستعد این نوع حفره زایی می باشد که این مطلب در شکل 9-1 نشان داده شده است. جهت نیروها در پینیون و دنده طوری می باشد که روغن با غلتش سطوح روی همدیگر و با فشار هیدرولیکی در حفره ها محبوس می شود. در ناحیه ادندوم دندانه روغن قبل از محبوس شدن کامل از ترک های ریز خارج شده و این فشار هیدرولیکی نقشی در اشاعه ترک ها نخواهد داشت. لذا در ناحیه ادندوم حفره های زیادی تشکیل نمی شود.
این نوع پیتینگ در دنده های تماماً سختکاری شده بیشتر از دنده های سختکاری سطحی شده دیده می شود.