نحوه محاسبه اطلاعات اولیه برای تنظیم دستگاه دنده زنی هاب قسمت اول
مقدمه:
لازمه بدست آوردن کیفیت مطلوب و خروجی با کیفیت از دستگاه دنی زنی هاب داشتن دانش لازم برای تنظیم پارامترهای دستگاه دنده زنی هاب میباشد.
در این نوشتار سعی داریم مفاهیم اولیه تنظیم دستگاه هاب را توضیح داده و در صورت لزوم نمونه محاسبات آورده شود.
انتخاب جنس تیغه هاب:
معمولا یکی از مواد زیر بنا به شرایط کاری در تولید تیغه دنده زنی هاب مورد استفاده قرار میگیرد:
M35 , M2 , M42 , DHS4 , ASP2030 , ASP2052 , ASP2060 , ASP2080
میتوان بر اساس تجربه نسبت به انتخاب جنس تیغه هاب اقدام کرد ولی توصیه میشود جهت انتخاب جنس تیغه از کارشناسان شرکتهای تولید کننده تیغه هاب مشاوره گرفته شود.
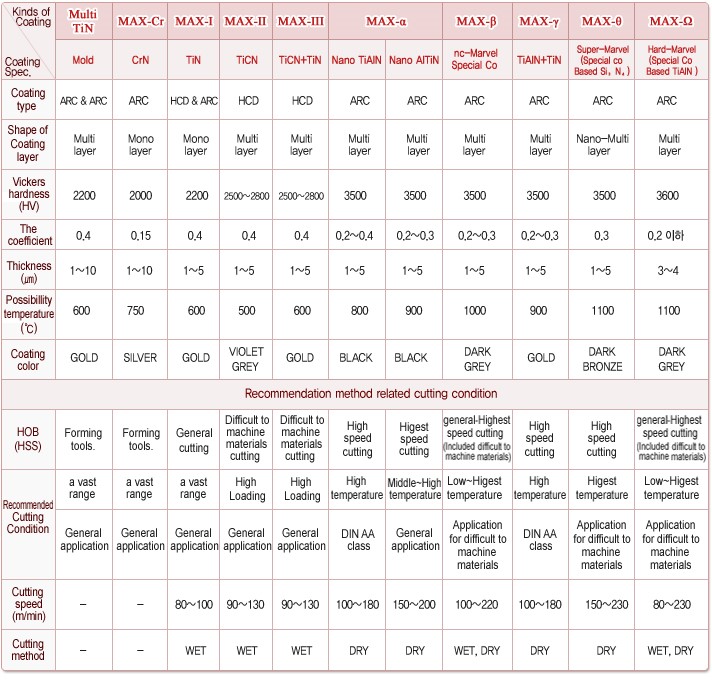
انتخاب روکش تیغه هاب:
تیغه دنده زنی هاب بصورت بدون رویه کاری و یا با اعمال رویه کاریهای خاص تولید میشوند، در زیر انواع رویه های روتین با تشریح خواص مربوطه در جدول زیر آورده شده است.
میزان دوران تیغه هاب:
میزان دوران تیغه هاب بر اساس سرعت برشی با استفاده از فرمول زیر محاسبه میشود:
Vc (mm)=(π×D (mm)×N(RPM))⁄1000
در فرمول فوق D قطر ابزار هاب و N میزان دوران تیغه هاب میباشد.
میزان پیشروی تیغه هاب:
میزان پیشروی تیغه هاب بر اساس کیفیت سطح مورد انتظار قابل محاسبه است معمولا از فرمول زیر استفاده میشود.
feed=√(8×r×Rz)
در فرمول فوق r شعاع ابزار بر حسب میلیمتر و Rz میزان عمق زبری میباشد.
در جدول زیر مقادیر بر اساس فرمول محاسبه گردیده که جهت مطالعه ذکر شده است.
|
|
Ra |
0.80 |
1.00 |
1.20 |
1.40 |
1.60 |
1.80 |
2.00 |
2.40 |
2.80 |
3.20 |
|
Rz |
5.8 |
7.2 |
8.6 |
10.1 |
11.5 |
13.0 |
14.4 |
17.3 |
20.2 |
23.0 |
|
|
Tools radius |
35 |
1.27 |
1.42 |
1.56 |
1.68 |
1.80 |
1.90 |
2.01 |
2.20 |
2.38 |
2.54 |
|
40 |
1.36 |
1.52 |
1.66 |
1.80 |
1.92 |
2.04 |
2.15 |
2.35 |
2.54 |
2.72 |
|
|
45 |
1.44 |
1.61 |
1.76 |
1.90 |
2.04 |
2.16 |
2.28 |
2.49 |
2.69 |
2.88 |
|
|
50 |
1.52 |
1.70 |
1.86 |
2.01 |
2.15 |
2.28 |
2.40 |
2.63 |
2.84 |
3.04 |
|
|
55 |
1.59 |
1.78 |
1.95 |
2.11 |
2.25 |
2.39 |
2.52 |
2.76 |
2.98 |
3.18 |
با استفاده از این فرمول میزان پیشروی تیغه هاب محاسبه میگردد ولی در بعضی از ماشین آلات واحد سرعت دورانی تیغه هاب بجای پیشروی در هر دور ، دور بر دقیقه ذکر شده است. در چنین مواردی میتوان از فرمول زیر برای تبدیل واحدها بهره گرفت.
feed(rev⁄min)=(feed (mm⁄rev)×N (RPM) ×No of Start)/Z
البته بصورت عمده میتوان از مقادیر زیر برای تنظیم پیشروی تیغه هاب استفاده کرد.
|
شرایط کاری |
میزان پیشروی |
|
دنده زنی قبل از سنگ زنی و شیوینگ |
2.5 ~ 5.0 mm/rev |
|
دنده زنی نهایی که سنگ زنی پروفیل و شیوینگ نخواهد شد |
0.8 ~ 2.5 mm/rev |
لازم بذکر است میزان پیشروی متاثر از تعداد راه تیغه بوده و مقادیر به شرح زیر میباشد.
|
تعداد راه تیغه |
میزان پیشروی تیغه هاب |
زمان فرآیند دنده زنی |
|
1 |
1 |
1 |
|
2 |
0.80 |
0.63 |
|
3 |
0.55 |
0.61 |
|
4 |
0.42 |
0.59 |
|
5 |
0.35 |
0.57 |
|
6 |
0.03 |
0.55 |


.jpg)
.jpg)
.jpg)